Odlewamy – warsztatu złotniczego ciąg dalszy

Gdy mamy modele wyrobów, musimy przygotować formy by można je było prosto powielać. W tym celu srebrny wzór układany jest w specjalnej ramce pomiędzy warstwami masy gumowej.
Przygotowanie form oraz odlewanie biżuterii
Do wzoru doprowadzone są kanały dolotowe, którymi materiał będzie wypełniał formę.

Wzór zostaje w ramce przykryty drugą warstwą masy gumowej,

A następnie umieszczony w prasie wulkanizacyjnej. Tam guma poddana wysokiemu ciśnieniu i temperaturze zostaje połączona w całość dokładnie przylegając do znajdującego się w środku metalu.

Po wulkanizacji powstaje prostokątny plaster gumowy z ukrytym wewnątrz modelem metalowym. Złotnik skalpelem w specjalny sposób rozcina plaster na dwie połówki uwalniając model z metalu.

Wewnątrz rozciętego plastra gumowego, po wyciągnięciu zalanego wzoru powstał kanał dokładnie odwzorowujący metalowy model. W ten sposób powstała nam forma gumowa.
Każdy wzór ma własną formę, a w przypadku modeli składających się z wielu elementów, tych form dla każdego z nich może być więcej. Formy wzorów które chcemy wykonać są przygotowane do wtrysku.

Na specjalnym urządzeniu do kanału w formie gumowej zostaje wtryśnięty wosk. By jakość wtrysku była najdoskonalsza następuje to w specjalnym procesie: z formy gumowej zostaje odessane powietrze, a następnie z drugiej komory zostaje wtryśnięty gorący wosk odlewniczy.

Formę należy zostawić do ostygnięcia, a następnie z jej wnętrza wyciągnąć odtworzony wzór.

Wszystkie wzory umieszczamy na specjalnie przygotowanym trzpieniu woskowym. Z racji charakterystycznego wyglądu w gwarze ten element nazywamy „choinką”.

Choinka będzie rdzeniem formy odlewniczej. Zobaczcie, są na niej wszystkie wyroby które chcemy w danej serii odlać.

Choinkę woskową umieszczamy w specjalnej kuwecie. Jest to stalowa tuleja z nawierconymi otworami. Przed zalaniem gipsem otwory zabezpieczamy taśmą, by płynna masa odlewnicza nie wylewała się ze środka.

W urządzeniu nazywanym mieszalnikiem, gips zostaje zmieszany w odpowiednich proporcjach z wodą, odgazowany, i wylany do zabezpieczonych kuwet. Kuwety znajdują się w odseparowanej przestrzeni na wibracyjnym stole, w środowisku podciśnienia. Dzięki temu cząsteczki powietrza zostaną usunięte z masy odlewniczej, co pozwala na powstanie doskonałej formy.

Zalane gipsem kuwety (które już są formami), na kilkadziesiąt minut zostają do wstępnego utwardzenia. Po utwardzeniu folia zostaje usunięta i kuwety wędrują do pieca.

W międzyczasie trwa przygotowanie złota. Złom musi zostać stopiony, wtedy też dokładnie ustalamy jego próbę.

Następnie zostaje wylany do form w kształcie podłużnych wlewków.

Wlewki zostają przekazane do zakładu rafinacyjnego, my w zamian otrzymujemy czyste złoto z którego przygotowujemy stop o odpowiedniej barwie i próbie.
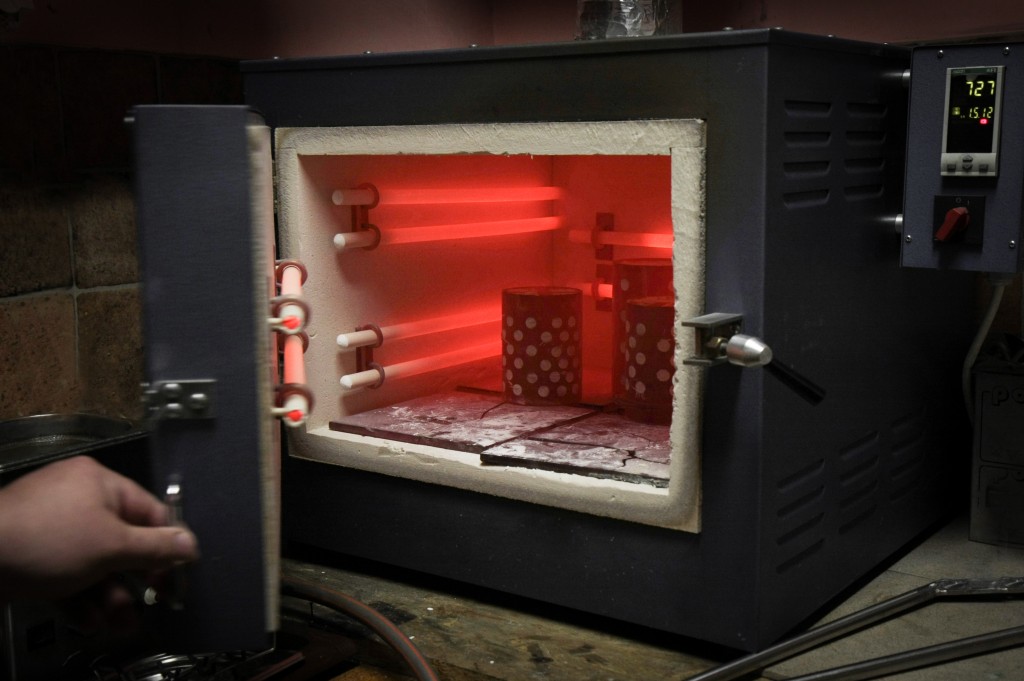
Wracamy do naszych form. W piecu następuje proces ich wypalenia. W pierwszym etapie z kanałów wewnątrz form wytapiany jest wosk i żywica, kolejno przechodząc na wyższe temperatury, dochodzimy do 730oC w której kuweta jest wygrzewana przez 4 godziny. Cały proces wypalania trwa 12-14 godzin. Efektem są wytrzymałe formy gipsowe, pozwalające na ich zalanie w odlewarce podciśnieniowej.
Gdy formy są już wypalone schładza się je do temperatury odlewania, i utrzymuje w niej (ok. 620 oC). W międzyczasie wcześniej przygotowany stop metalu zasypuje się do tygla urządzenia odlewniczego.

W zależności od rodzaju stopu i jego charakterystyki odlewanie następuje pomiędzy 860 oC a 1100 oC

Do komory umieszczonej pod komorą topnienia zostaje wprowadzona wypalona forma. Całość zostaje szczelnie zamknięta, a z dolnej części urządzenia odessane powietrze. Dzięki temu materiał wypełniający kanały formy łatwiej dociera do każdego jej elementu. Otwory nawiercone w stalowych kuwetach są właśnie dlatego by można było z kanałów odessać powietrze.

Odlane formy pozostawia się do wstępnego ostygnięcia, a następnie chłodzi w wodzie. Powoduje to wypłukanie masy odlewniczej i odkrycie odlanego rdzenia.

W myjce wysokociśnieniowej są usuwane resztki gipsu z wyrobów.

Teraz wystarczy poobcinać poszczególne wyroby, posegregować je i przypisać do poszczególnych zleceń.
Wszystko top trafi w ręce naszych złotników którzy w ciągu kilkunastu dni sprawią że gotowe wyroby trafią do Was.
Artur Węc