Prototypy biżuterii – wydruki 3D

Po to by urządzenie wykonujące prototypy mogło na podstawie przygotowanego projektu stworzyć jego fizyczny model, konieczne jest przetworzenie pliku graficznego na format STL.
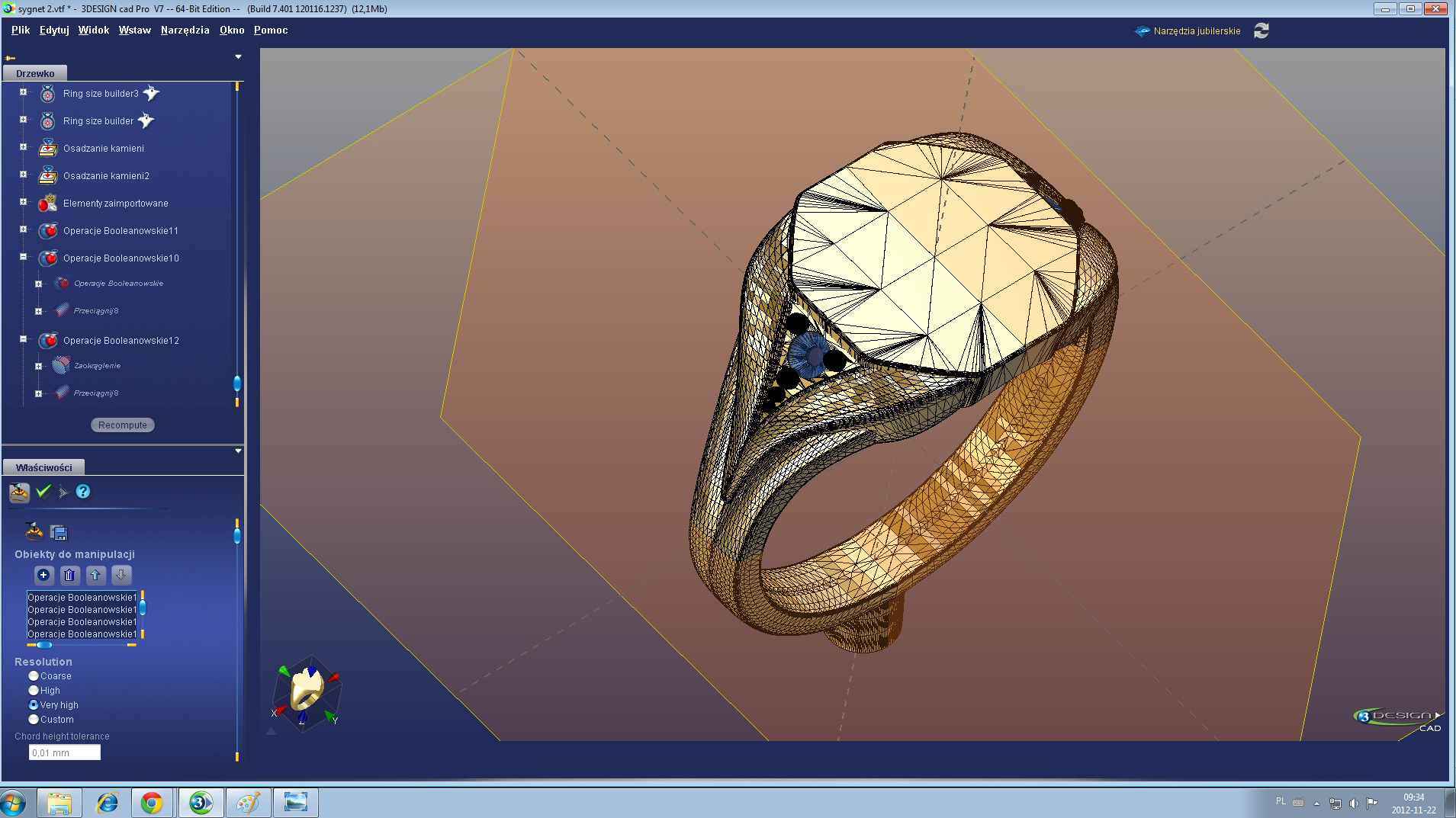
! Format STL jest standardowym formatem wymiany danych w dziedzinach związanych z Szybkim Modelowaniem (Rapid Prototyping) , wymaganym przy pracy z maszynami stereolitograficznymi. Pliki stereolitograficzne zawierają bryły, które są wykonane z faset trójstronnych. Na ich podstawie urządzenie tworzy fizyczny „obraz 3D” modelu.

Odpowiedni format plików to pierwsza część pracy przy przygotowaniu prototypów. Specyfika pracy drukarki stereolitograficznej wymaga odpowiedniego przygotowania całego pola roboczego. Prawidłowy wydruk modeli zapewniają specjalnie ustawione podpory technologiczne, umożliwiają one budowę, oraz gwarantują sztywność całej konstrukcji podczas procesu drukowania.
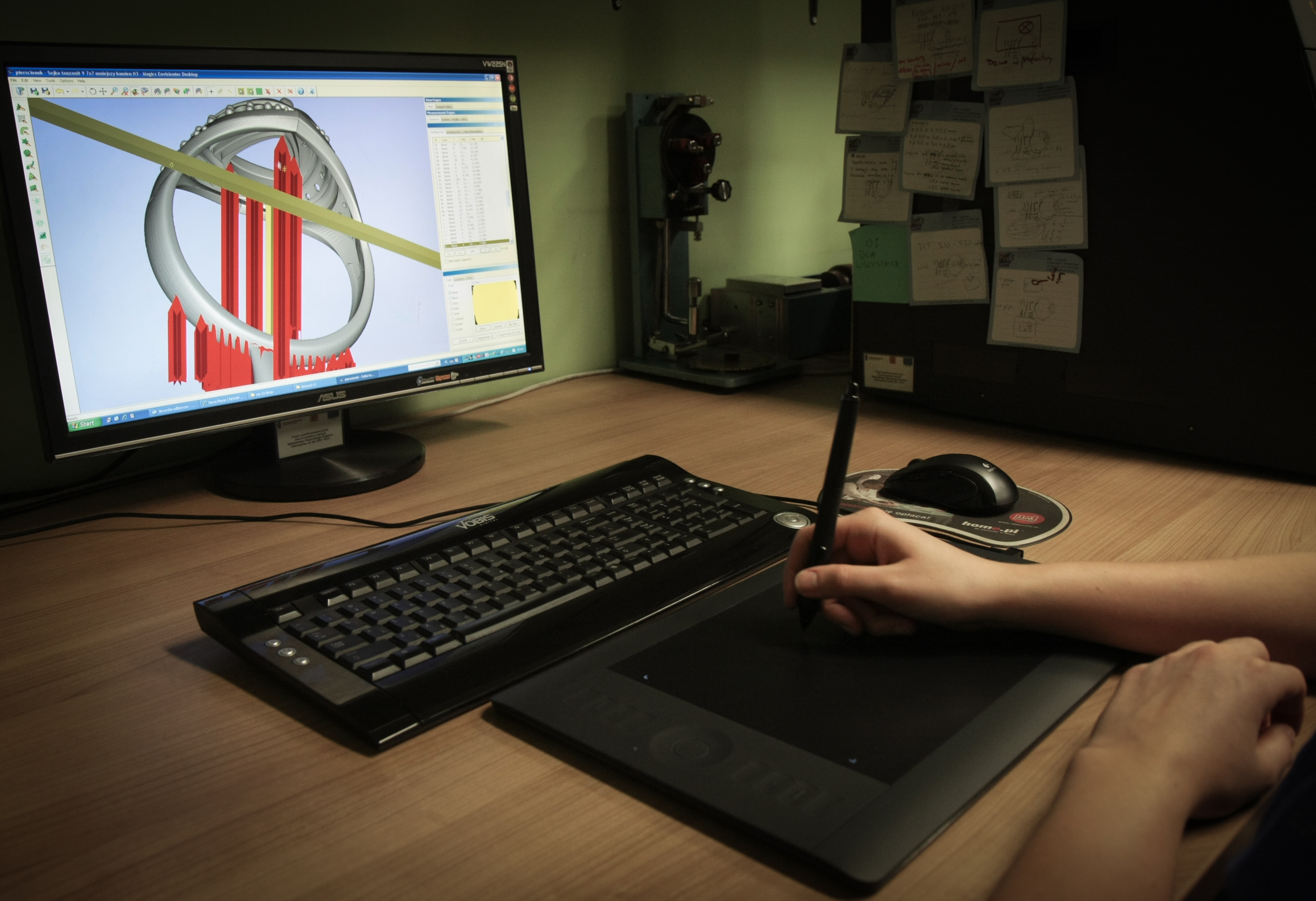
Cały etap wydruku prototypów nadzorują nasze projektantki. Dzięki temu na bieżąco mają kontrolę nad całym procesem modelowania.
Pole robocze urządzenia jest ograniczone. Dlatego każdorazowo wybierane są pliki przeznaczone do aktualnego wydruku. Zazwyczaj wykonujemy wydruki najnowszych projektów, oraz modeli zatwierdzonych do produkcji. Przygotowanie modelu może służyć kilku celom.
Po pierwsze, jako wzorzec produkcyjny, z którego wykonywana jest forma lub odlew wzorcowy w metalu, ponadto model fizyczny 3D pozwala wizualnie ocenić proporcje, wygląd rzeczywisty, poprawność ułożenia i mocowań poszczególnych elementów. Wreszcie przy wzorach skomplikowanych dzięki niemu sprawdzimy mechanikę modelu jeszcze przed kosztownym wykonaniem go w metalu.
Wszystkie te korzyści są nie do przecenienia. Dzięki sprawdzaniu modelu na prototypie oszczędzamy mnóstwo czasu i redukujemy koszty wdrożenia nowych wyrobów.
Kolejnym etapem jest przesłanie wszystkich wcześniej przygotowanych modeli biżuterii z utworzonymi już podporami do programu Prefactory.
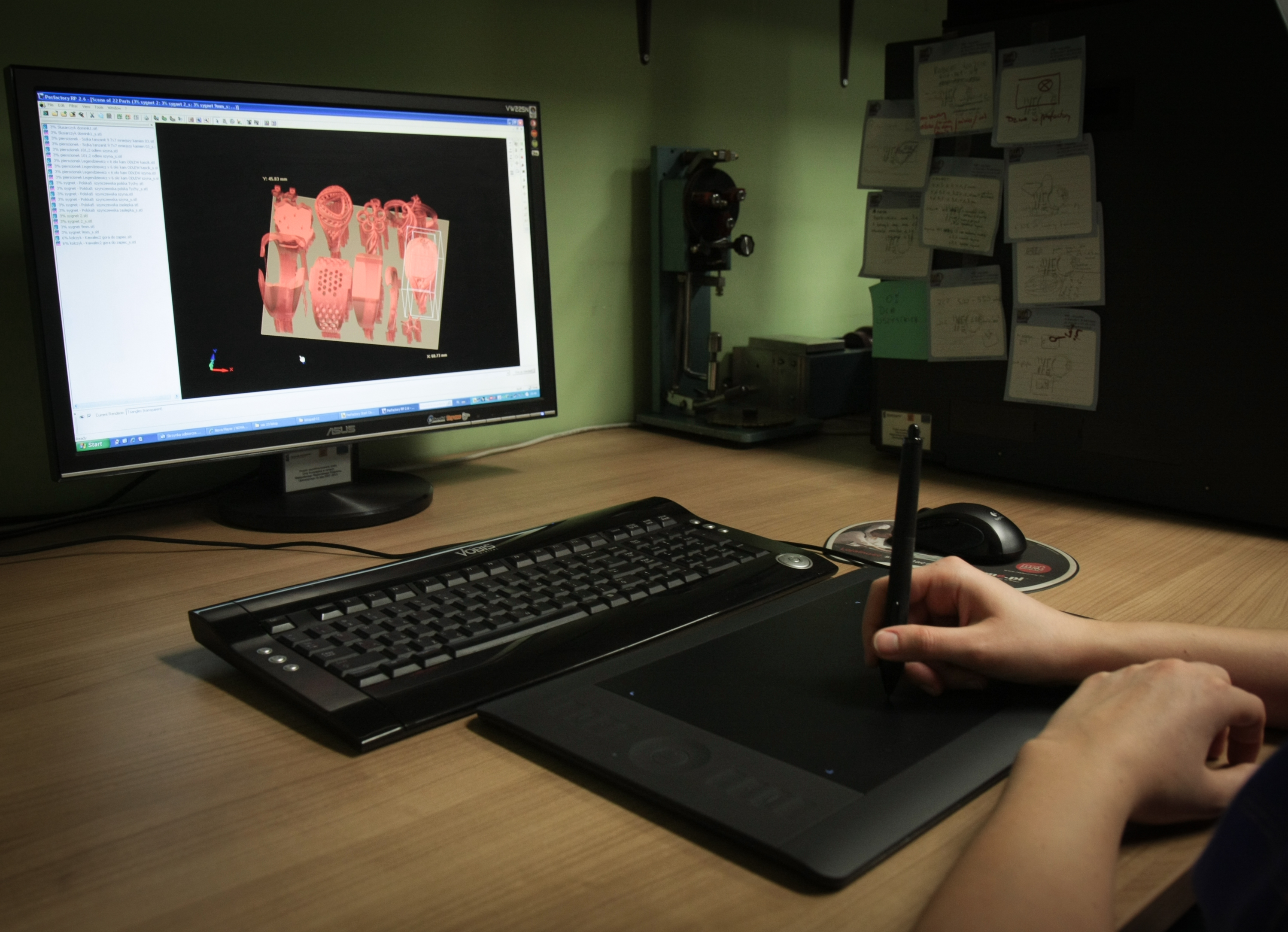
Stąd przygotowany plik jest eksportowany do urządzenia drukującego.
W naszej firmie pracujemy na maszynie Aureus firmy EnvisonTec.
Drukarka pozwala na przygotowanie trójwymiarowych prototypów z dwóch rodzajów żywic światłoczułych, przeznaczonych typowo do zastosowań jubilerskich. Możemy w nim zastosować:
- Żywicę WIC 100A (zielona), która jest mieszaniną nanowosków. Powoduje to jej bezpyłowe spalanie się w wysokiej temperaturze, bez uszczerbku dla detali. Proces odlewania żywicy jest zbliżony do cyklu odlewania tradycyjnych wosków, różni się jedynie cyklem jej wypalania, i zakresem temperatur w jakim to następuje. Za odpowiedniego wypalenia żywicy w szczególności odpowiada odpowiednie dobranie cyklu wypalania. Położenie szczególnego nacisku na wypalenie w pierwszej kolejności nanowosków, zapobiega wzrostowi ciśnienia w formie i pozwala na całkowite wypalenie żywicy bez pozostawienia w formie osadu z popiołu.
- Żywica RCP300 (pomarańczowa) przeznaczona jest do bezpośredniego zawulkanizowania jej w gumie w temperaturze 70şC. Pominięcie procesu tworzenia formy z masy odlewniczej, i jej wypalanie znacząco skraca czas przygotowania modelu. Ponieważ jest ona trwalsza i bardziej wytrzymała od WIC 100A, pozwala na tworzenie modeli w celu przetestowania poszczególnych elementów, oraz mechaniki połączeń.
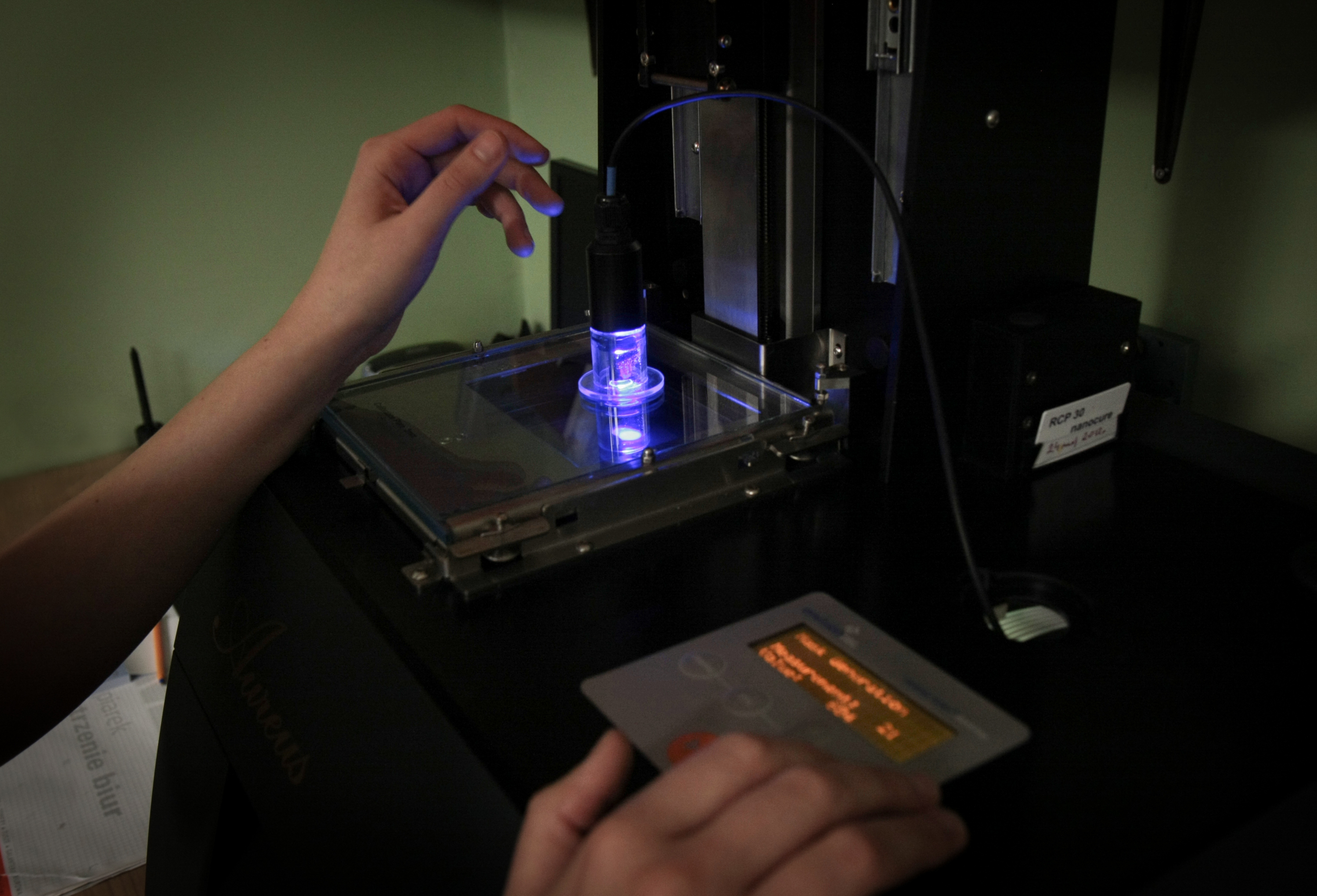
Przed przystąpieniem do pracy na urządzeniu Aureus, należy skalibrować pole robocze. Polega ono na pomiarze siły światłą w w 48 punktach i ustawieniu wspólnego natężenia dla całego pola z odchyłką nie przekraczającą 2% jego mocy.
Mamy więc całość skalibrowaną i przygotowaną do wydruku. Teraz należy przygotować czynnik roboczy. Żywica od minimum 20 godzin jest już mieszana. Jest to niezbędne gdyż poszczególne składniki żywicy mają różną masę. Gdy butelka stoi na półce cięższe składniki opadają na dno, tworząc warstwy. Aby uzyskać wspólną konsystencje roztworu należy je z powrotem scalić. Scalanie musi być płynne i powolne tak aby podczas mieszania nie dostały się do niej cząsteczki powietrza. Dlatego mieszamy ja na specjalnych rolkach, z niewielką szybkością przez minimum kilkadziesiąt godzin przed wydrukami.

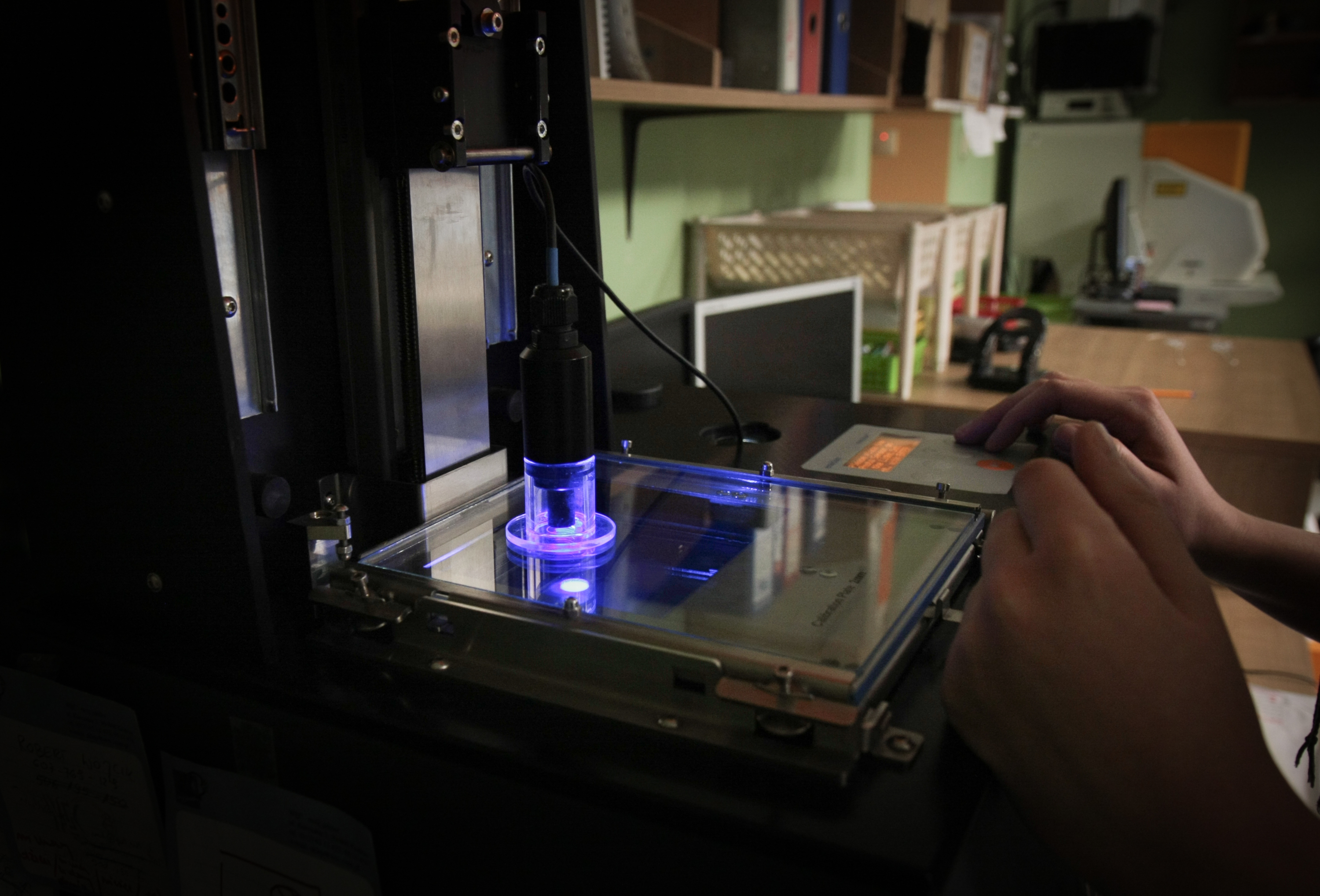
Budowanie trójwymiarowych wzorów odbywa się poprzez utwardzanie żywicy za pomocą wiązki światła o odpowiednim natężeniu. Płynna żywica rozlana jest na szklanej kuwecie. Powyżej umieszczona jest stopka na której podczas wydruku budowane są warstwy utwardzonej żywicy.
Poniżej szklanej kuwety wbudowana jest przesłona, która umożliwia naświetlanie tylko wybranych punktów, oraz decyduje o natężeniu światła. Lampa z soczewką, oraz filtrem umieszczona jest przed przesłoną.
W momencie gdy stopka jest obniżona, i znajduje się przy dnie kuwety, uruchamiana jest lampa której światło przechodzące przez filtr i przesłonę naświetla wybrane punkty. Następnie stopka razem z utwardzonymi fragmentami żywicy przesuwa się wyżej o 25µm.
W taki sposób budowane są kolejne warstwy do momentu, aż powstanie cały wzór. Maszyna drukuje z prędkością ok 3-7 mm na godzinę. Wielkość pola roboczego wynosi 45 x 60 mm, wysokość 100 mm.

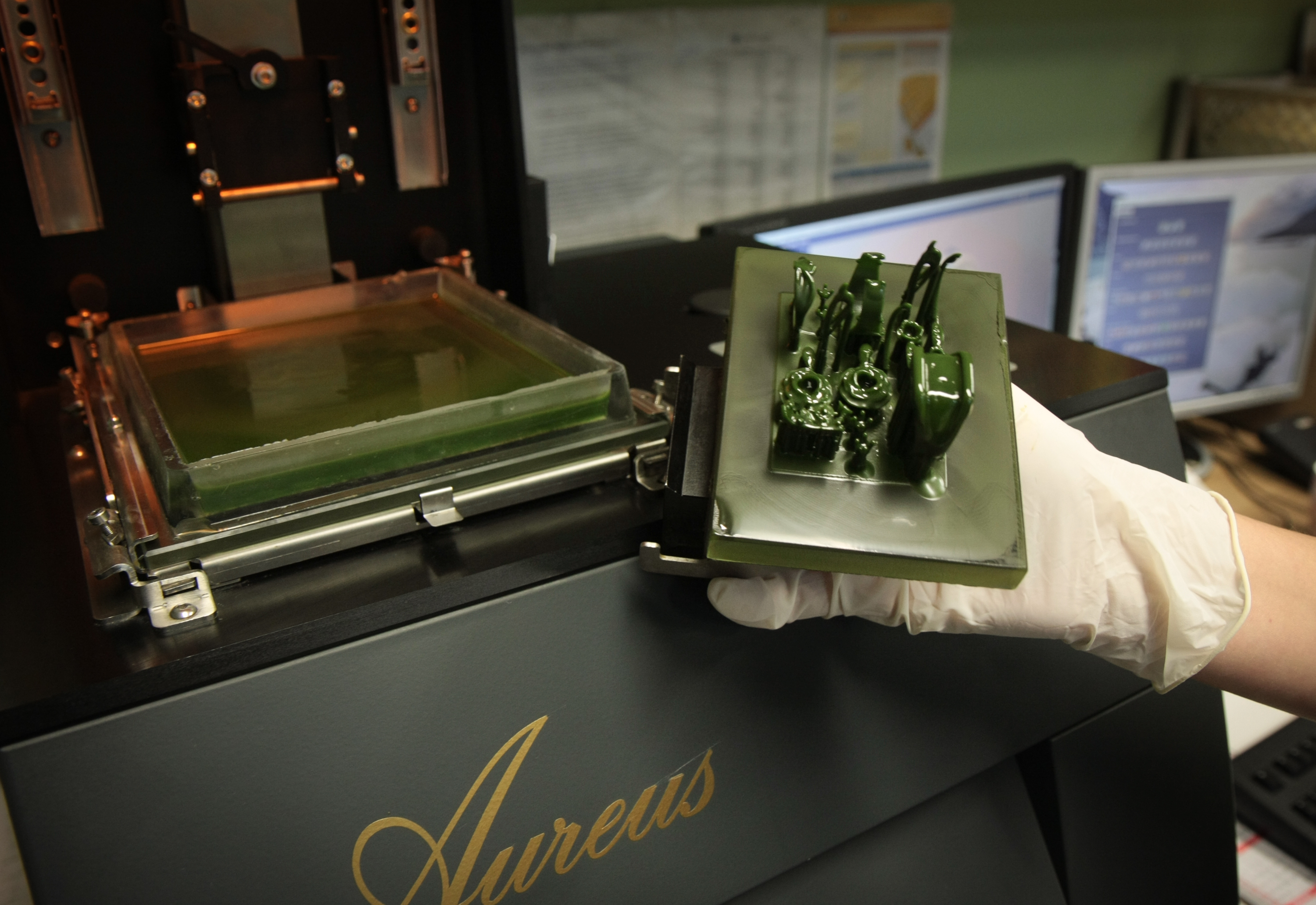
Po zakończonym wydruku całą stworzoną płytkę wraz z utworzonymi na niej prototypami należy oczyścić z resztek nieutwardzonej żywicy za pomocą propanolu.

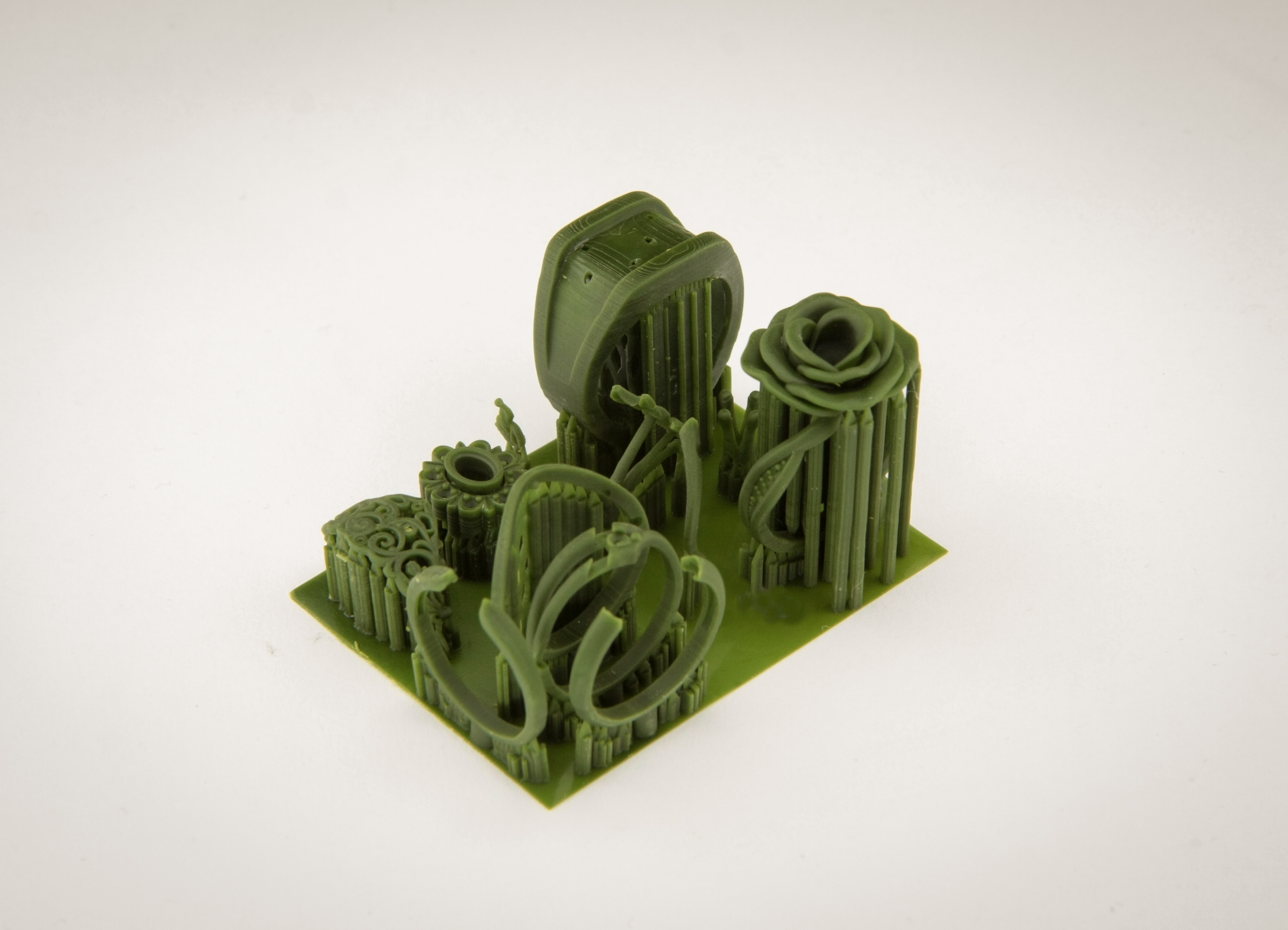
Po oczyszczeniu płytki sprawdzamy jakość wydruku. Jeżeli modele są poprawne następuje usunięcie podpór.
Oczyszczone wydruki dodatkowo utwardza się światłem UV za pomocą urządzenia firmy Dymax. Etap ten jest szczególnie ważny, gdyż źle utwardzona lub wilgotna żywica podczas wypalania tulei nie spala się całkowicie, lecz pozostawia popiół. Prowadzi to do znacznego pogorszenia jakości odlewu.
Następnym razem opowiem o wykonywaniu form z masy odlewniczej, ich wypalaniu i odlewaniu złota oraz srebra.
Artur Węc
Współpraca: Maria Adamowicz, Monika Bayer